
Richtiges Einfahren
Richtiges Einfahren
Unsachgemäßes Einfahren von Sägebändern und Bandmessern kann zu Ausbrüchen an der Schneidekannte führen und die Lebensdauer des Bandes erheblich verringern!
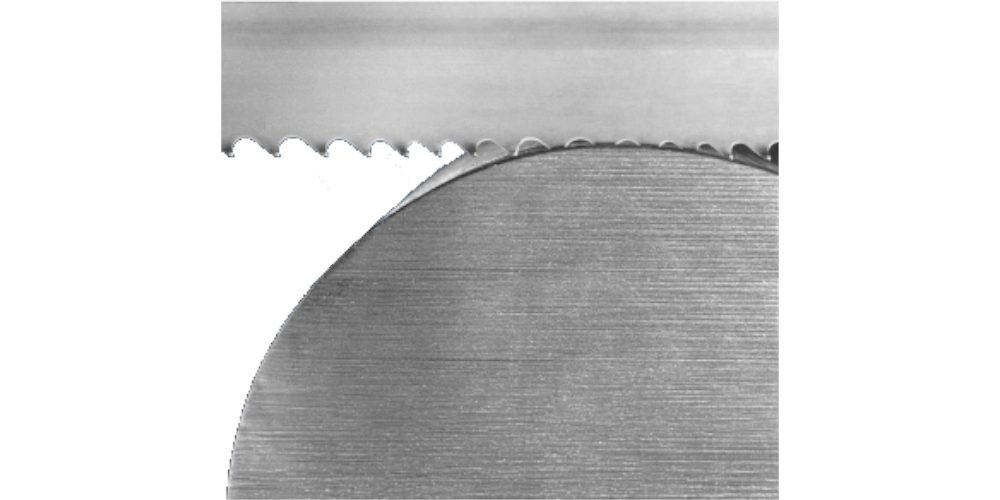
| Optimal verrundete Schneide durch richtiges Einfahren | 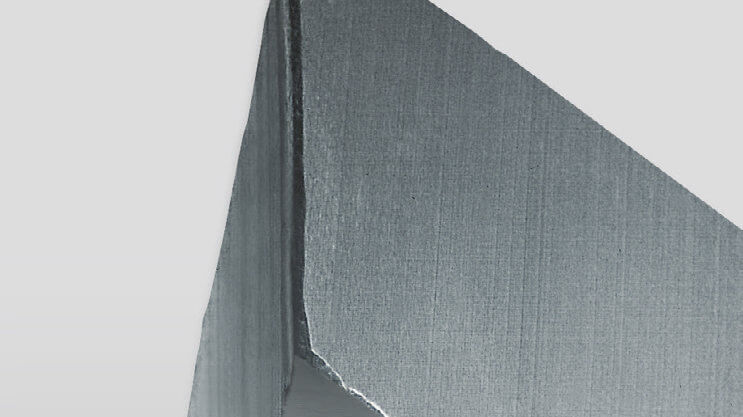 |
| Überhöhte Belastung bei unsachgemäßen Einfahren führt zu Mikro-Ausbrüchen an der Schneide |  |
| Neue Schneide mit sehr kleinem Kantenradius |  |
Das perfekte Einfahren – optimieren Sie ihre Standzeit
Sägebänder und Bandmesser sollten richtig eingefahren werden. Das garantiert höchste Standzeiten und spart Werkzeug und Rüstkosten. Die besonders scharfen Zahnspitzen sind generell brüchiger und anfälliger als leicht abgestumpfte. Durch das richtige Einfahren verrunden sich die scharfen Schneidekanten perfekt.
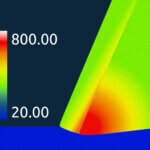
Die größte Belastung für ein Sägeband
ist die thermische Belastung!
Je schneller ein Sägeband läuft
umso heißer wird die Zahnspitze.
Zuerst muss die korrekten Schnitt- und Vorschubgeschwindigkeit anhand von Werkstoff, Dimension und vorhandenem Sägeband für das Schnittmaterial ermittelt werden. Neue Sägebänder könne anfangs zu Vibrationen und Schwingungsgeräuschen neigen. Sollte dies eintreten, reduzieren Sie die Schnittgeschwindigkeit etwas. Erst wenn das Sägeband vibrationsfrei arbeitet, können Sie die Schnittgeschwindigkeit und den Vorschub schrittweise bis zum Maximalwert erhöhen.
Bimetall Sägebänder
Zum Einfahren des Sägebandes wird auf den ersten 300 bis 500 cm² Schnittfläche oder den ersten 15 min. empfohlen mit dem halben Vorschub und der empfohlenen Schnittgeschwindigkeit zu fahren. Nach einer angemessenen Einfahrzeit wird der Vorschub und die empfohlene Schnittgeschwindigkeit allmählich auf den vorgesehenen Wert erhöht.
Hartmetall Sägebänder
Während der ersten 30 Minuten des Einfahrens empfehlen wir unabhängig vom Werkstoff folgende Schritte:
Bei Materialquerschnitten bis 600 mm eine Schnittgeschwindigkeit von 30m/min und einen Vorschub von 5mm/min
Bei Materialquerschnitten über 600 mm eine Schnittgeschwindigkeit von 25m/min und einen Vorschub von 3mm/min
